2024年10月17日
研削研磨に関わる情報・現場の声をお届けします📡
研磨のオレンジピールとは? その3 ~研磨の魔物~
本当にすみません…。
毎回謝罪からスタートです。今回の遅れは本当に理由があるのですが深くは言いません。遅れる事は多々ありますが、納得できるまでやりますので生ぬるい目で見て頂ければと思います。基本は月イチを目指しております。って私の話なぞ興味ないと思うので早速本題へ。
まずは現在までの流れです。
この流れから無限とも思えるテストを開始しました。その途中経過からご報告致します。
結論から言いますと、無限テストの途中で「加工不良の面」が発生しました。
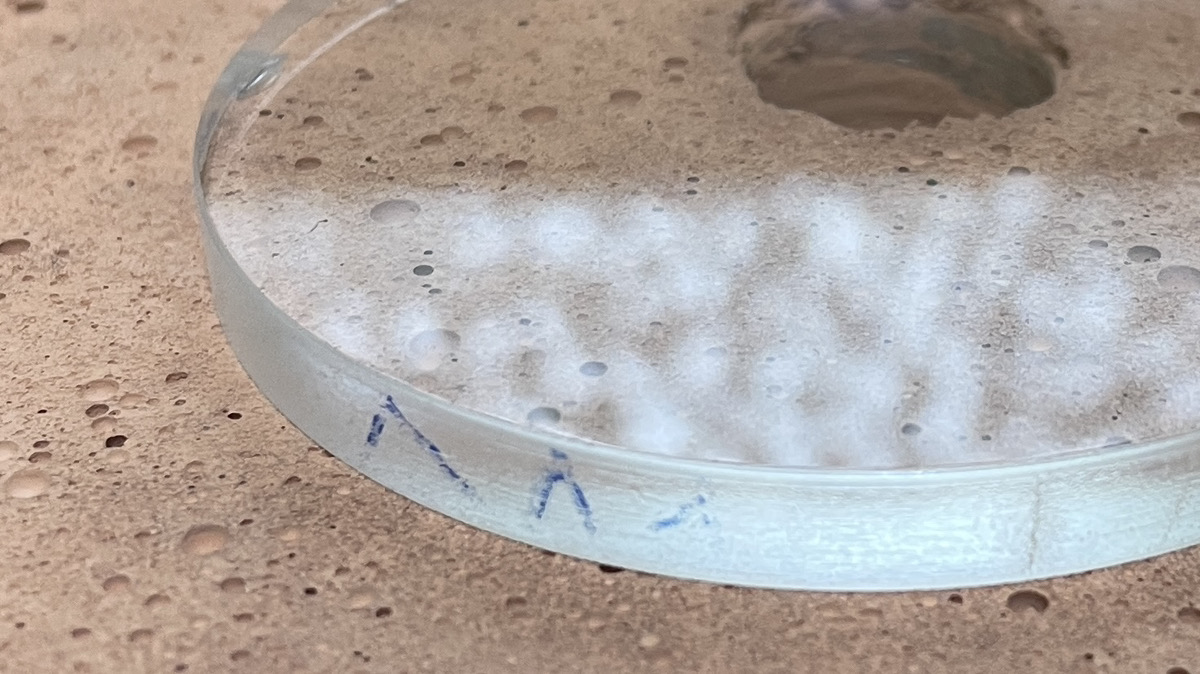
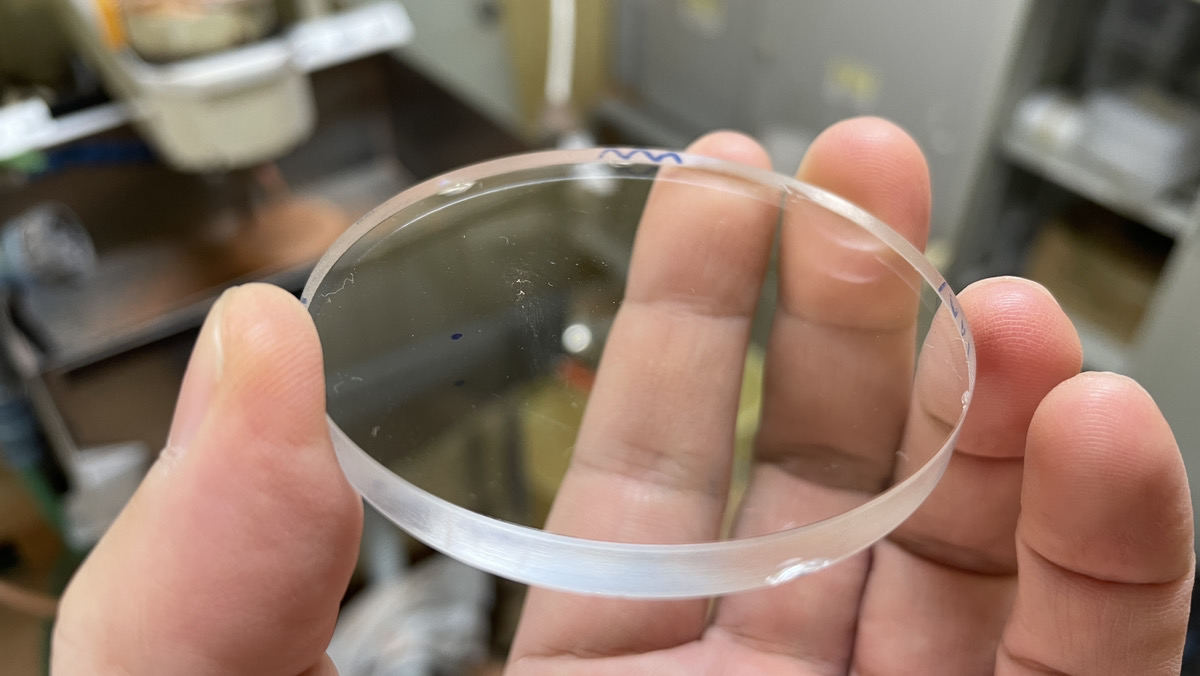
それがコチラ
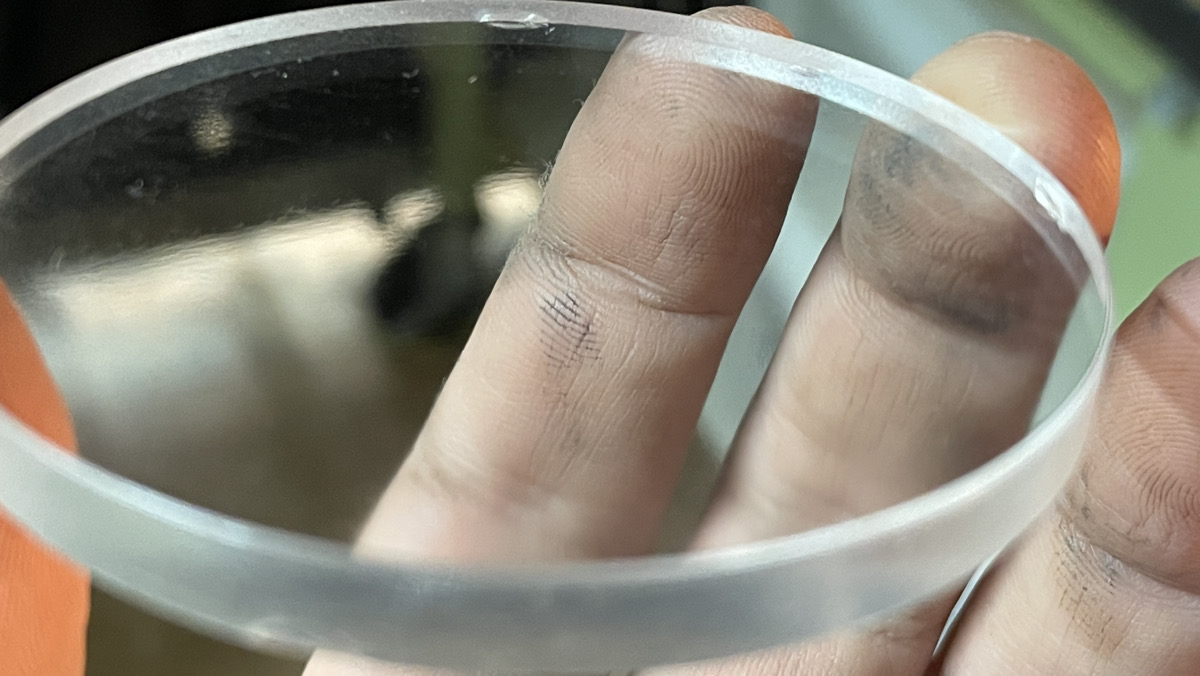
ちょっと拡大します

どうですか?それっぽくないですか?
これを「オレンジピール」と言っていいかどうか。
定義を確認しますと、大きな目線では加工不良面ですので【私の中では】オレンジピールです。
弊社技術からはこれは違う、精度が悪い、前工程残りがーとグチグチ言われて私のメンタルが消化不良
まず発生までの流れを振り返ります。
前回からの流れで、無限とも思われるテストを開始する事となりました。
条件変更は大きく2つ。
1.ワークを変更する事
2.パッドを変更する事。
文字にすると簡単ですが、そこに100、200、300g/㎠×100、200、300rpmが入りますので、9×2の18種のテスト、1種60分なので加工時間だけでも1080分…+目視確認、測定、撮影、段取り時間となりますヒィィ…
テスト1 ワーク変更(青板→BK7)
感覚的にBK7が青板よりも柔らかい(伝聞&加工実績)という意識があり、手軽にあるBK7にて試しました。
物性値の違いの数値化が難しく、調べますとヌープ硬度570と、モース硬度6.5…。同軸でのデータが見当たりませんでした。
| 100rpm | 200rpm | 300rpm | |
| 100g/㎠ | 3.1/無 | 5.2/無 | 7.1/無 |
| 200g/㎠ | 4.7/無 | 8.8/無 | 12/無 |
| 300g/㎠ | 7.3/無、加工抵抗大 | 中止 |
中止 |
結果は御覧の通り、前回の青板と比較すると切れやすい事が分かります。
※加工位置の関係も存在、また300g/㎠での加工は抵抗が強く200rpm以上は中止。
ここでは何も起こらず、ただただデータをニヤニヤしながら集める作業でした。
テスト2 ワーク+パッド変更(ウレタン→スエードFinal用へ)
次にワークは同じくB7で、パッドのみをスエードへ変更します。
| 100rpm | 200rpm | 300rpm | |
| 100g/㎠ | ここで発生 | ー | ー |
| 200g/㎠ | ー | ー | ー |
| 300g/㎠ | ー | ー |
ー |
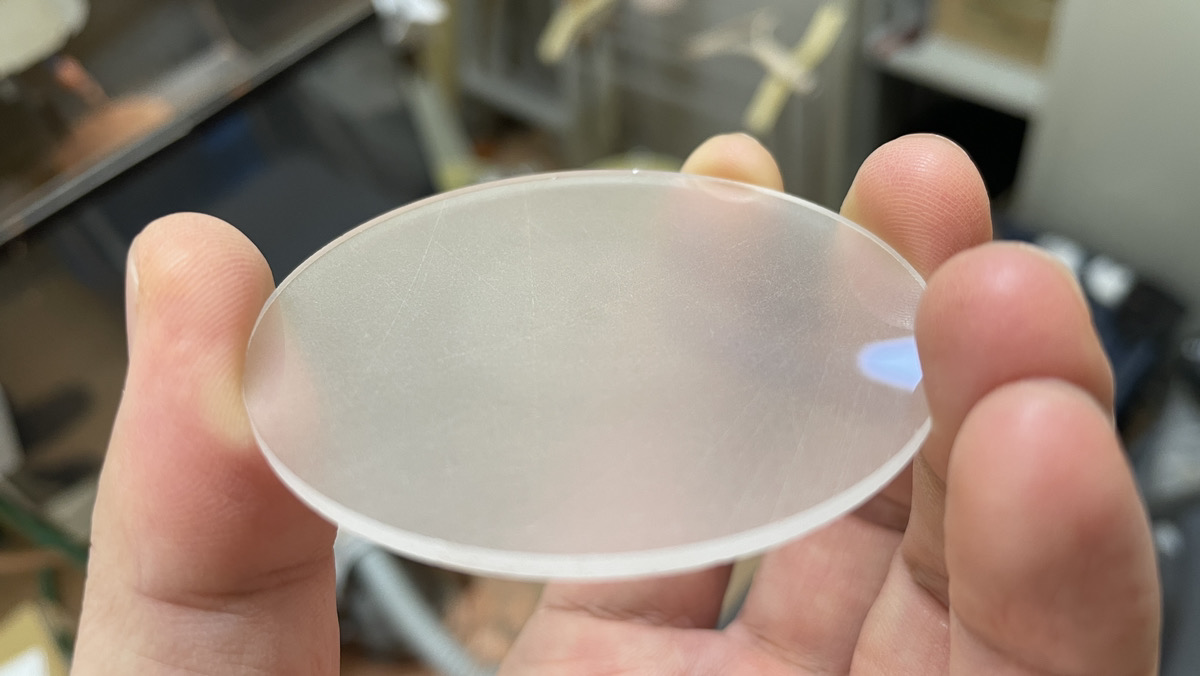
スタート直後から発生です、軽く目視するだけでも違和感があったんです、何か加工面濁っているというか…。油のような感じというか…。鏡面ではない感じです。
そしてそれは回数を重ねる事でよりハッキリしたものになりました。蛍光灯が濁った感じで反射されています。
それでも研磨値は出ており削れています。ただ加工面がオカシイだけ。正直少し安堵とともに、その後の検証を考えてなかったと事に焦りが生まれます。
検証・再現性の確認
さてここで考えなければならない事があります。なぜ発生したか?
原因に辿り着く為に何を確認する必要があるか?
まずこの条件下だと毎回確実に発生するのかを確認しようと思いました。
理由は色々試したいのですが、消えて再現とれなくなったらまた0スタートです。
まずはこの条件だと確実に発生する事を固めたかったのです。それが確定出来れば色々テストが出来る…!その為にワークのオレンジピール面を除去して再加工です。頼む…もう一回出てくれ…!
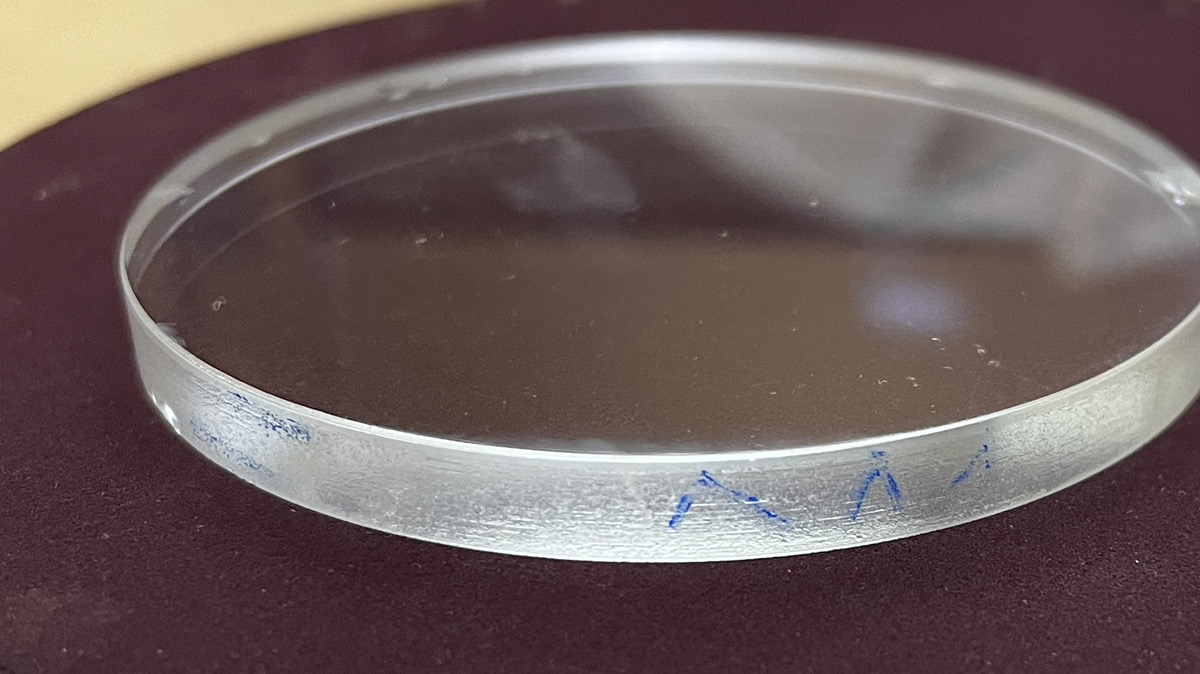
・まずはパッドをLPに戻して再加工、オレンジピールを除去します。
除去完了。
次にスエードパッドに戻して発生時と同条件にて加工します。
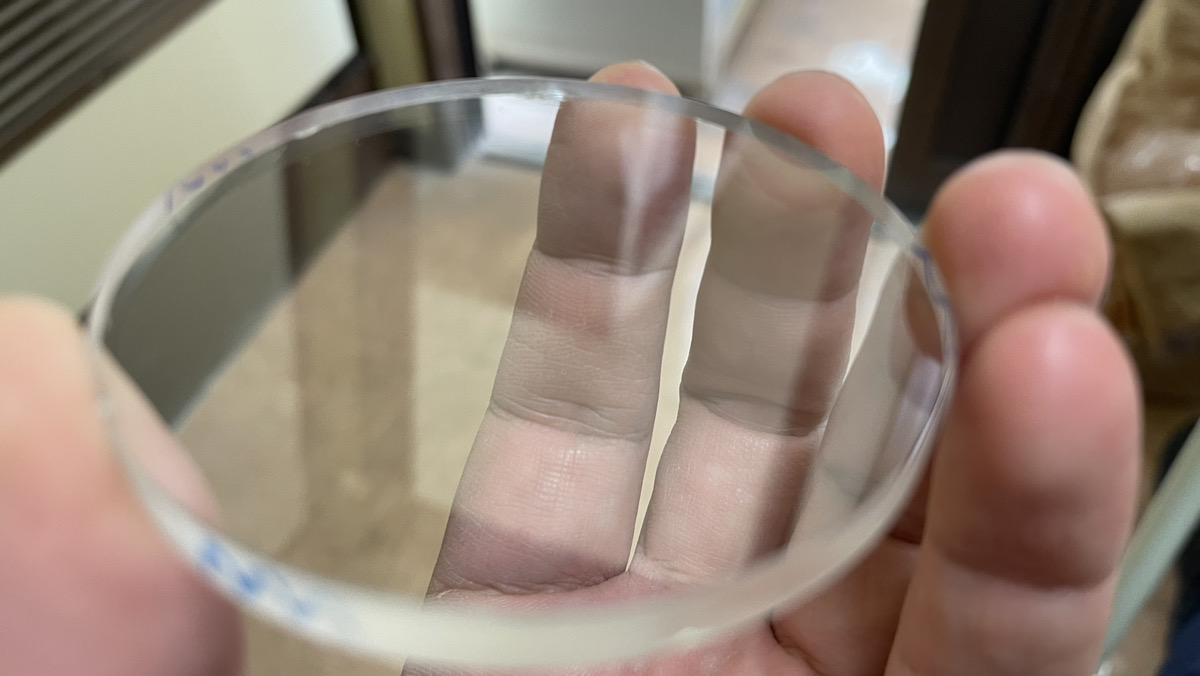
→発生しない…。
同条件にて別のBK7ワークにてテスト、B7に反応するのかを確認です
→発生しない
結果考察
えぇ、また迷宮です、もしかしたら組み合わせ以外の理由も関係してくるかも…。
写真はないのですが正直一回目の再現は出来たんです。写真を撮ろうと2回目の再現をしようとしたらもう出てきませんでした…。
面取りしていなかったから?パッドのナップ層をエッジで削ってしまったから初回だけ出た??
そもそもfinal用パッドに粒径大きめのミレークはダメだった?なぜダメだった?色々と考える事は尽きません。
タイムリーにお客様に教えて頂いたのはpH、研磨剤の温度です。
次回はこの組み合わせで、温度を変更する、添加剤で強制的にpHを調整する。
この2種を試してみます!なんだかphは効きそうな気がしますね…。
最近オレンジピールで困ってますーとご相談を頂く事が多々あるのですが、こちらこそ教えてください。
どのような条件で発生しましたか?圧力回転条件、研磨剤粒径とパッド種、ワーク種、pH、温度…
何か共通事項ヒントがある気がしております。
ではまた来月中に…温度、pH変化を追います!
関連記事
