2024年10月24日
研削研磨に関わる情報・現場の声をお届けします📡
ダライ盤 修正方法の考え方
研削研磨界隈の皆様の現場にダライ盤ってありますか?


構造はシンプルで下の鋳鉄皿が回転し、上軸を手動で揺動させて加工物を砂で削る機械です。
弊社での用途は片面機用固定砥粒工具の面出しや、ワークの前工程、梨地付け、面取り、精度出しなど用途は多岐にわたります。
「鋳鉄で砂と共に加工物を削る、削られる」タイプなので使用と同時に減っていき、やがては精度が大きく狂っていきます。
加工物を削るのに遊離砥粒をチャージして使いますので、飛散と廃砂があっという間に溜まります。
のでまずは掃除から…砂は掃除が大変ですよね、服も汚れますし。
私汚れるのは嫌いじゃないんですが、汚れ方といいますか砂のような空間を舞う系は苦手です。
そんな方は是非固定砥粒をお試し下さい!とナチュラルな宣伝も含めた所で



はい、キレイになりました☆
ではここからが本題です。

弊社での使い方は主に平面を出す時に使用しますとお伝えしました。
界隈の皆様はお気づきかと思いますが、平面を出すには平面皿が必要です。R面を出すにはR面が必要です。
この出し方、考え方についてです。
・精度を確認・把握する
まずは現状把握をしない事には何も分かりません。ストレートゲージで形状を測定すると、数値は+28 凸になっている事が分かります。
微妙に位置をズラしながら測定すると、よりイメージがしやすいです。


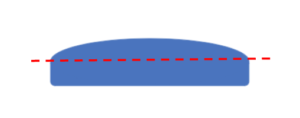
普段から半径部分の揺動で使用しているので、定盤は凸面になります。
これをイラストにすると

こんな感じですね。外側に行くにつれて垂れていくイメージです。中心が高い。
ひとまず定盤はこんな感じになっている事がわかりました。次はこれをどうやって平面にするか?ですね。
・変化をイメージする。
凸面を平面にするには、凸部分を落とす必要があります。
高いところから削っていき、平面で止めるイメージです。
となると、凸面を落とせる加工位置はどこか?凹面を作れる加工位置はどこか?と考えると…。
円の中心部分は周速が0の為、ど真ん中はそもそも落としにくい…、中心部分をズラす事が出来れば…

王道の考え方はこちら。同サイズの皿を用意して、入れ替えて共擦りです。
中心部分をズラすには、揺動してしまうのが最も簡単です。
同サイズの皿も精度を確認し、イメージします。

ー55の凹面です。先ほどの皿とは真逆に真ん中が一番低く外が立ってる状態です、イラストだとこんな感じです。

これを下に設置して、凸面を上にすると…
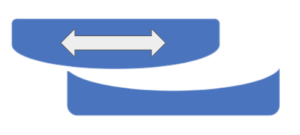
こんな感じになります。凹面側から見ると、外周の立っている部分を落とすイメージです。
凸面から見ると凹面の外周の立っている所で凸面を落としていくイメージになります。
・修正のコツ

上下盤共に削られ、平面に近づいている事をイメージして揺動します。自分の決めた間隔(2分に1回や、チャージ100回等)で形状を測定します。
あー今1μm削れてる…!と揺動しながらイメージするのがコツです。実際に削れている量と、イメージの中で削れる量の擦り合わせです。
この場合は、チャージ100回行うと凹面の数値が5変わる感じでした。なぜイメージするかというと、やり過ぎると凸になってしまうからです、イメージしながら加工すると少しの変化に気付く事が出来ます。この時で言いますと、精度が出てる時と出ていない時では回転の仕方が変わります。これを繰り返すと…


両方とも精度0になります。
・まとめ
ダライ盤修正如何でしょうか?
様々な形状があり一概には言えませんが、イメージを強める事で揺動幅感覚等が身に付いていくのだと思います。
最も大事なのは精度を狂わせない事ですね!普段使う時も形状を意識し、お互いを削る、お互い精度0の状態をキープする感覚で使うと長持ちしている気がします。大きく狂うと修正も大変ですしね!
もしかして…人間関係もそうかもしれません。
人間関係も狂い過ぎると修正が出来ない、もしくは修正にとても時間がかかる。
人と人が関わる事で、僅かながらもお互いが削り削られ形を変えていく。削るが嫌で、削られるのが嫌で距離感を変える。
否っ!お互い削られるのではなく、お互い磨かれていく…とこの業界の方なら考えられるのではないでしょうか。
互いに磨き合い、互いに精度0を保てるのが適切な距離感(揺動幅)なのかもしれませんね(闇深
関連記事
