2024年10月24日
研削研磨に関わる情報・現場の声をお届けします📡
プレストンの法則がサチる時
固定砥粒はプレストンの法則通りになる時、ならない時があります。
加工レートがサチる事もあります。
当然と言えば当然ですがなぜ飽和(サチる)するか?こちらを固定砥粒工具の世界観で考えたいと思います。
まず、プレストンの法則とは何か?、サチるとは何か?についてはこちら。
そもそも比例しない、プレストンの法則通りにならない場合があるのはなぜか?
今回はそんなお話です。
荷重を倍にしても、回転数を倍にしても研削量が倍になる場合と、ならない場合ありますよね。
あくまでも「脳内顕微鏡の拡大想像世界」になりますが、これはダイヤ食い込み量の関係と思っています。
通常圧力の際のダイヤ食い込み量と、倍にした圧力のダイヤ食い込み量の関係がポイントです。
倍十分ダイヤが刺さっている所に、さらに圧力を倍にしたところで多少食い込み量が増えるだけなので2倍にはなりません。
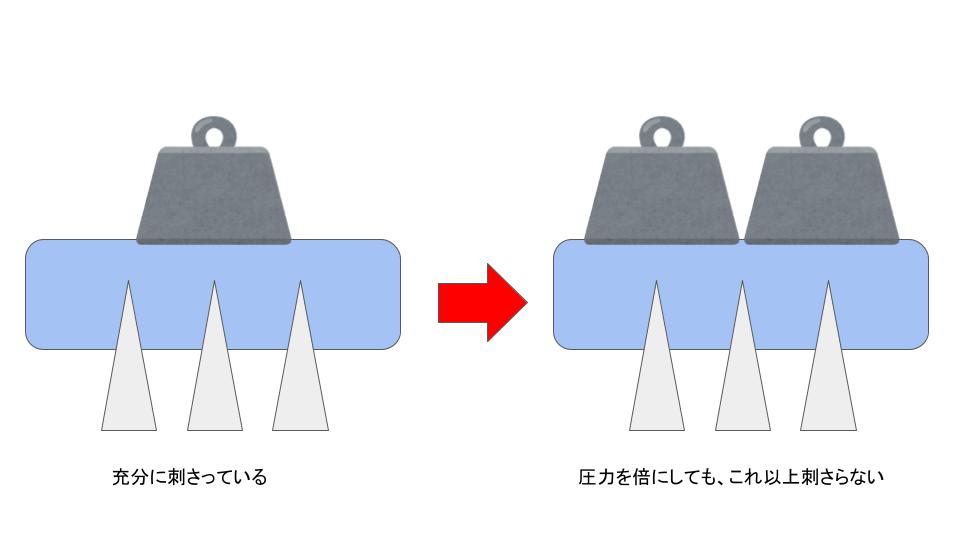
このイメージです。圧力を増やしてもダイヤの食い込み量が変わらない時(固い素材など)は何をしても変わりません。(sapphireには圧力が、SiCには高番手が…にも繋がる)
一方、ダイヤ食い込み量に余裕がある場合(柔らかい素材など)には圧力を倍にし食い込み量も倍になると研削量も倍になります。
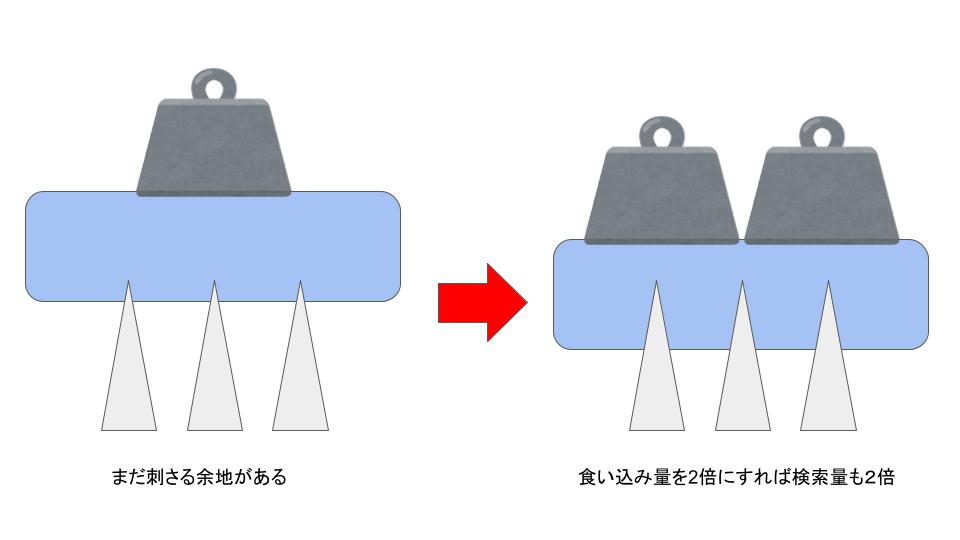
このイメージです、圧力を増やした分だけダイヤが深く食い込んでいるが故に研削量が上がる。
回転に関しては倍の回転数にするのだから倍にならなければおかしいのではないかと思われますが、回転数を上げることで以下の状態が起こり得ます。(と、想像してます)
・遠心力により研削液のかかりが悪くなり、十分な研削能力が得られなくなる。
・回転を上げる事で遠心力により加工物に対してダイヤの食い込みが浅くなる
回転を上げ過ぎても、遠心力で浮いてしまう、滑ってしまうイメージです。
そうなると、その回転に適した圧力が必要になります。100g/㎠×1000rpmと300g/㎠×100rpmはどちらが研削量が多いか?的な。ワークの硬さによりますが、100g/㎠の1000rpmですとダイヤが食い込まず滑ってしまいがちなので、1000rpmに適したそれ相応の圧力が必要となります。
こういった圧力と回転の関係性は固定砥粒にとって肝の部分となります。固定砥粒をお使いの際には回転数だけをあげて目先のレートにとらわれるのではなく、安定した研削量が得られる荷重、回転のバランスの良い加工条件で加工をすることをおすすめいたします。
特に無理やり切るとダメージが残留しやすいです。
※ここにダイヤ種、集中度、ボンド材(マトリクス)等が入ってきますので・・さらに複雑になります…。この部分を想像しながら、データに基づいて設計する訳です。
これは遊離砥粒でも言えるかと思います。
我々は遊離を触る機会が少ないので想像が乏しいですが、回転が速すぎると砥粒が飛んで行ったり、圧力が高すぎると、砥粒が入り込まないとか、レートを上げるにはチャージが一番とかが考えられるのではないでしょうか。
遊離もある程度はプレストンの法則が適応されるも、回転を上げ過ぎたり圧力を上げ過ぎたりするとサチる状態になるかと思います。
高レート重視で加工したい!という時も固定砥粒が向いていますが、圧力、回転を適切に調整しないと高レートが出ない事となってしまいます。
そんな時は是非お声がけください🥺
