_(cropped).jpg)
2025年1月21日
研削研磨に関わる情報・現場の声をお届けします📡
「精密測定の基本!マイクロゲージの構造と原理。正確な測定準備方法」
おはようございます!研削研磨ドットコムです。
今回は…初心リターンズです。
我々の数値の基本であり、超重要な部分「マイクロゲージの測定」について深堀したいと思います。
普段何気なく毎日使用している「マイクロゲージ」ですが、我々研削研磨の業界で厚みを測るのに「マイクロゲージ」はなくてはならないモノですよね。
ただちょっと待って下さい!
それ…本当に正しい数値ですか?何度測っても同じですか?誤差は±1μmですか?
測定するたびに数値が変わることってありませんか??
少しでもズレていると全てのデータの信憑性がなくなります。
(数値はマイクロで正確に測れている事が前提)

熟練測定士との違いは1μmの厚みを毎回正確に測定できるかどうかです。
測る度にズレていると正確な厚みとは言えません。
では何度測っても同じ値、正確に数値を測るにはどうすればいいか?
奇麗事ではないですが、まずは仕組み・原理を知る‥・事かと思います。
マイクロゲージはどんな考え方で、どんな仕組みで測定しているのがご存じですか?→私は今回調べて初めて知りました、これで今まで以上に計測が正確になる!
今回は身近なマイクロゲージについて深堀です。
1. マイクロゲージの基本構造
マイクロゲージは、対象物の大きさを精密に測定する工具です。
測定する対象物をはさみ込み、その外径や長さ、厚みなどを測定します。
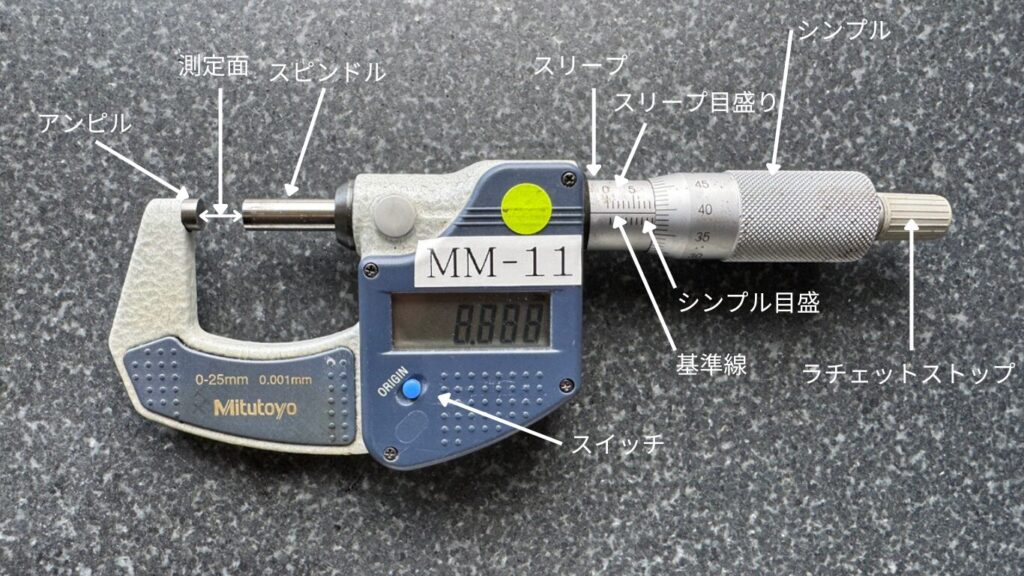
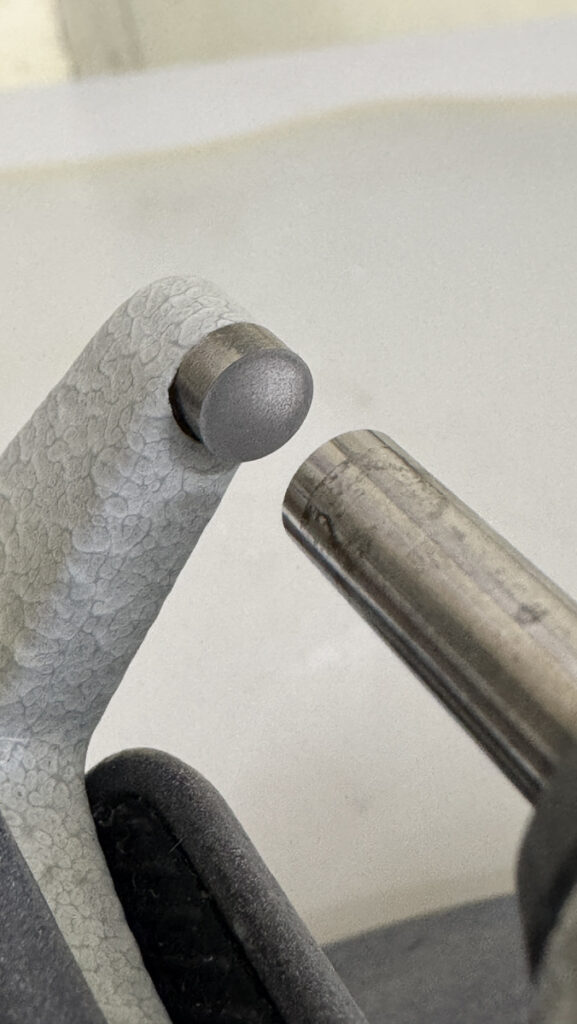
具体的には測定面に測定したい対象物をスピンドルとアンピルの間の測定面に入れ、ラチェットストップを回して測定します。
このような感じに対象物を間にいれて、回して測定。

仕組みは測定部分にネジが入ってると思えば分かりやすいです、ネジを締める感じで測定面を閉めるイメージ。
ネジの閉め具合、空き具合を数値化し、厚みを測定するツールです。
そして…特に注目すべきは、「アッベの原理」に基づいた構造という事です。
こんな所にも「アッべの原理」が使われているんですね。
と…そもそもですが皆様「アッべの原理」ってご存じでしたか?
2. 「アッベの原理」とは?
「アッべの原理」とは、ドイツの物理学者エルンスト・カール・アッベが提唱したもので、簡単にいうと…
測定の精度を高めるためには、測定する対象の線(軸)と、基準となる目盛の線(軸)を揃えることが重要」という考え方です。
簡単に噛み砕きますと、測定するものと目盛りが同じ軸にあると、ズレや誤差が少なくなる。
逆に、測定する軸と目盛り軸が離れていると、角度や力の入れ方によって誤差が生じやすくなる為、精度が落ちる。
マイクロゲージでは、この「アッベの原理」に基づいて、目盛と測定軸を一致させることでより正確な測定ができるように設計されているんですね!凄い!知らなかったし意識すらしてませんでした!

こういう事ですね、アッベの原理に基づいて設計されたマイクロゲージは、測定誤差を最小化するために軸を同軸上に設計している。この仕組みが、マイクロゲージの高精度の理由なんですね!凄い!
対して、ノギスは軸が同軸ではありません。
これもこれで便利ですが、mm単位の測定に向いてるのかも。

3. 正確な測定準備の手順
さて、ここまでの説明でマイクロゲージの仕組みと原理は理解出来たかと思います。
次はいよいよ測定準備です。
測定前には、測定対象物とマイクロゲージの測定面をしっかりと清掃します。
ここに挟んで測定するので、微細なゴミや油分が付着しているとそれも測定する事になってしまいます。
ですので、物質が何も介在してない状態にします。
清潔な布やエアブロワーで丁寧に拭き取るのが好ましいです。
この部分ですね!

現場では…紙で清掃する事もあります。
※見て下さい…この震える紙を…紙は震えていますが、数値はブレていません。
紙を挟んでない状態で0キープが出来れば準備完了です!
何も挟んでいない状態で毎回0であれば、少なくとも測定前は毎回同じと言えます。
何度測定しても0を示しているので測定前準備完了です!
次回は実際の測定の際に、数値が安定する測り方のコツや、誤差を最小限にする方法について深堀していきます。
これを読めばあなたも熟練者並みの測定の腕になるかも?!
関連記事
