クラック(ダメージ)
研削や研磨を実施するうえでかなり重要なポイント「クラック」
ここでは、遊離砥粒によるクラックと固定砥粒の違いによるクラック等
見た目やミクロの世界でどう違うのかについてご説明します。
クラックとは
割れ目や裂け目のことを言います。
研磨(ポリッシング)後の表面状態や、研削(ラッピング)後の表面状態だと
なかなかイメージがつきにくいかと思いますが、少し古い家などで壁にひびが
入った状態などをイメージしていただければわかりやすいと思います。
しかし、1点だけ注意しておく点があります。
呼び名は複数ある
このページのタイトルにもクラック(ダメージ)と書いてありますが、他にも
色々な呼び方があります。
潜傷(せんきず・せんしょう)
加工変質層(かこうへんしつそう)
ダメージ・ダメージ層
現場ごとに呼び名や、それの意味は多少の違いがありますので必ずどういった
内容であるのかを確認してください。
なぜクラックは発生するのか
簡単に言うと「硬いものを無理やり削る・磨く」からです。
この後にお話ししますが、遊離砥粒と固定砥粒でもダメージのつき方は全く違います。
例えばガラスをたたいて割った時はただ穴が空きますか?
色々な方向にひびが入りますよね!
イメージとしてはひとまずOKです。
分子構造や、硬さによっても様々ですが、構造的に弱い部分や割れやすい部分にひびが
入っていきます。
面方位のある特徴的なガラスであればまっすぐ割れたりします。
これがとても小さな世界で起こっているのがキズであり、クラックの要因となります。
遊離砥粒と固定砥粒でのクラックのつき方
遊離砥粒と固定砥粒ってなに?と言う方はまずその方式の違いについて
ざっくりとイメージをつけてください。
遊離砥粒と固定砥粒について:基礎知識
※別のタブででひらきます
ざっくりと、砥粒または研磨砂(GCやWAの砥粒のこと)と言われているものが
自由に動き回れるか、固定されているかの違いですが、どちらがより大きな力を
伝えることが出来るでしょうか?
固定されている方がより力が伝わりますよね!
その影響もあり、固定砥粒の方が深いクラックがつきやすいです。
イメージとしてはこんな感じです。
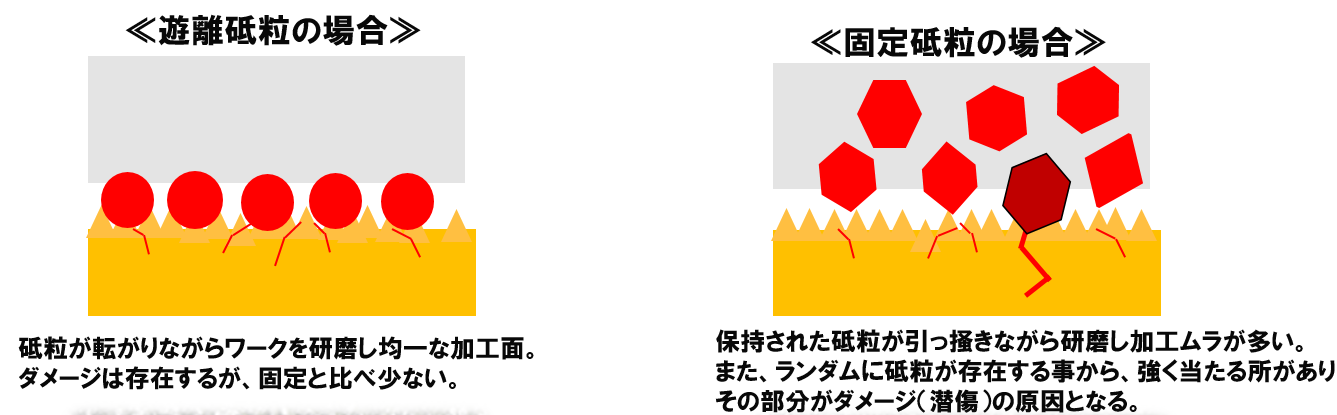
より力を強く伝えることでより深くキズ(クラック)が入りやすくなるのです。
これは固定砥粒の砥粒の突出量によっても違ってきますね。
ラッピング(研削)を目的とし研削レートが高い加工においては見た目としても顕著に
現れることがあります。
同じ仕上がり粗さでの遊離砥粒と固定砥粒の加工表面を電子顕微鏡で撮影しました。
固定砥粒の方は検査のプロが見つけたキズの部分にフォーカスしてます。
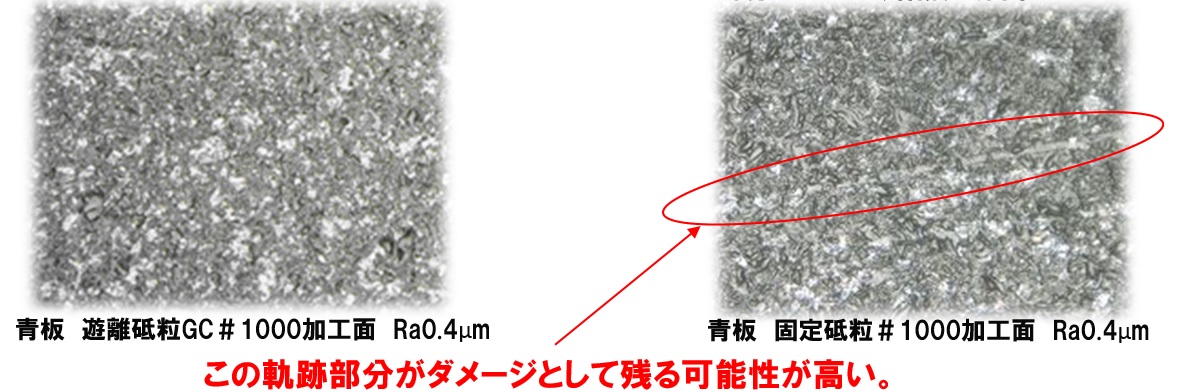
右の固定砥粒の加工面だとカッターで硬いものを切った後のような箇所が見えます。
これが、固定された砥粒(ダイヤモンド砥粒)で切った後になります。
こういったより強い力で削った箇所の付近には強いクラック(ここでは潜傷)が残る
確率が上がります。
そしてそれがどれだけ深く残っており、あとどれくらい磨けばこのキズが取れるかが
加工変質層等の話になります。
