2024年10月17日
研削研磨に関わる情報・現場の声をお届けします📡
研磨のオレンジピールとは? その1
研磨のオレンジピール、ゆず肌、みかん肌、人肌ってご存じですか?
モノを磨く業界にいると上記いずれかの言葉を使われているかと思います。
私の在籍する「精密研磨業界」でもオレンジピールは良く聞きます。
今回はオレンジピールについて深堀、考察していきます。
オレンジピールとは?
そもそもオレンジピールとは何か?検索してみます。
研磨加工により工作物表面に生じた丸みを帯びた無数の凹凸を指し、みかん肌、ゆず肌、人肌とも呼ばれる。ラッピングを終えた面からのポリシングが不十分な場合、ポリシングパッドのもつ瞬間弾性が強調されて平滑化が進まない場合、ポリシング用の砥粒の切れ味が劣って加工が進まない場合、不均質の工作物を加工する場合などで発生し、観察されるー引用 研磨ホームページ 研磨用語集
要するに加工条件があってない時に発生する研磨不良との事。
ただし、これが肉眼では見える人見えない人がいたり、
ズバリコレ!と写真で撮るのが難しいのか、私にはなんだかピンと来ません。
オレンジピール(みかんの皮)はこんな感じです。
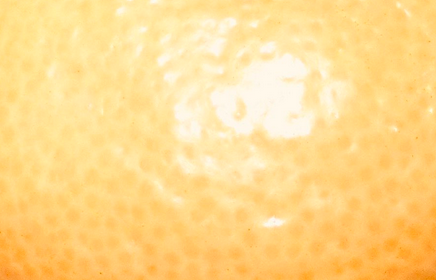
研磨すると、こんな感じの凹凸がワークに出ちゃうという事です。
みかん…より、個人的にはこちらが分かりやすいかと。
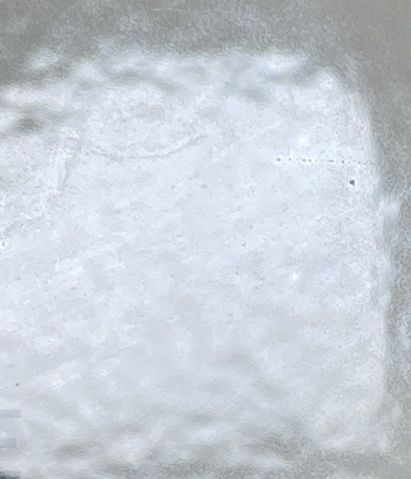
この表面もみかんと同じく、波打ち凹凸が出来ています。
ちなみにこれは…

実はこれラミネート加工した紙の表面です。
個人的にはこの表面がオレンジピールっぽくて分かりやすいと思っています。
が、今回知りたいのはそこではないのです。
オレンジピールの発生条件とは?
そもそもなぜその現象が起きるのか?もっと具体的に知りたい。
圧力かけすぎだよーとか、回転早すぎだよーとか、一番の要因は何なの?
一般的?というか伝承的には、研磨剤不足での焼けが原因であるとか、
加工条件が合わなかったと言われております…
そりゃ加工条件合わないのが原因でしょうけど、もっと深く知りたいんです。
一番の原因は加工条件の何なんですか?圧力ですか!回転ですか!流量ですか!
何に対して何が足りないのですか!?
「プレストンの原理」から外れると発生するって事??
継続して切れ続けていない(磨けていない)状態の条件なのは分かるけども。
感覚的な所では、高圧高回転(プレストンから外れた荷重)と研磨剤不足が大きい気がしています。
データはありません、感覚です。
テスト内容

データがないのであれば、作る!という事で
今回は「オレンジピール」の発生する条件を見つけたいと思います。
発生条件が分かれば、防ぐ条件も出せます。
ただし、あくまでもこれはこのテスト条件下の話であって、
全てに該当する答えにはなりませんのでご注意下さい。
あくまでも1条件下のテストです。
今回のテストに使用するのはこちらの片面機と副資材


パッド:ウレタンパッド・LP66
研磨剤:酸化セリウム研磨剤・ミレーク1.7~2.5μm、10%濃度使用
→酸化セリウムといえばこちら…ミレーク
ワーク:φ65 青板硝子
ドレス:ドレス用修正キャリア♯1000
→精度抜群、軽くて使いやすい八千代の修正キャリア 片面用もイケます。
加工条件はこちら
100g/㎠、200g/㎠、300g/㎠の3水準を、
100rpm、200rpm、300rpmにて観察していきます。
| 100rpm | 200rpm | 300rpm | |
| 100g/㎠ | OP発生有無/研磨量 | ||
| 200g/㎠ | |||
| 300g/㎠ |
~前提条件~
※研磨取り代が少ないため、研磨剤の劣化はないものとする。
※条件変更事に修正キャリアにてドレスを入れてリセット(同条件1分)する。
※加工時間は10分×5tryの50分とし、研磨値は後半2回のAveとする。
※研磨剤の流量は一定とする。
※チラーがない為、加工前、加工後に水温を測定する
この表を埋める形で加工テストして行きます。
この条件+研磨剤流量の 多、通常、少の変化を見てみようと思います。
(ついでにプレストンの法則のグラフも)
ではまた来週…中に加工します💦
関連記事
